









 集裝箱板成型設備
集裝箱板成型設備
 太陽能熱水器尾盒支架
太陽能熱水器尾盒支架
 防火閥成型生產線
防火閥成型生產線
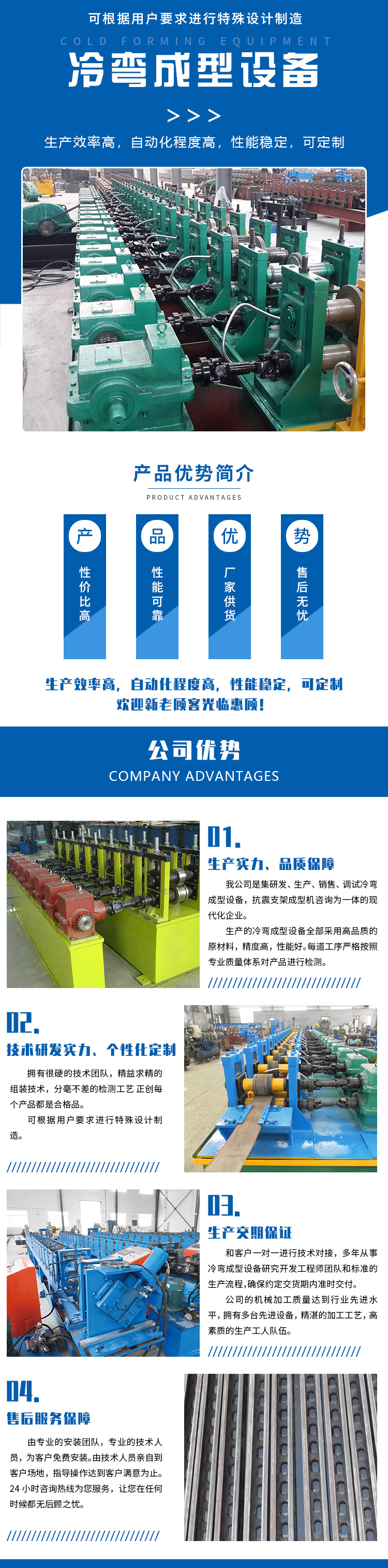
 冷彎成型設備
冷彎成型設備
 門扇門板成型設備
門扇門板成型設備
 八角管軸軸成型設備
八角管軸軸成型設備


設備功能簡介:
我公司研發的低壓電氣柜支架成型設備為一次成型設備。該設備打破了傳統生產方式,對多個工藝步驟進行了優化改進,使配電柜鈑金加工的綜合生產效率提高3倍以上,部分環節工序可提高效率10倍以上!日生產電氣柜殼體500只,在人員和場地減少的情況下,實現實際生產效率增加數倍;伺服控制和高精度冷彎成型等多項國家專利技術,確保了箱體的鈑金制造精度,實現殼體機械強度更高。
低壓電氣柜支架成型設備占地約90平方米,設備組成主要包括:放料裝置、校平裝置、自動送料裝置、連續沖孔裝置、高精度冷彎成型主機、定尺切斷裝置、自動折框裝置、電氣控制系統等部件組成;主要功能:自動去角、伺服自動沖孔、自動下料、自動成型、自動折框、自動卸料等。
低壓電氣柜支架成型設備優點:
1、高度的自動化程序,減少人工操作;
2、工作效率高,提高企業生產效率;
3、整個工藝的生產流程穩定,提高產品的品質和一致性;
4、大批量生產,降低了企業生產成本。
低壓電氣柜支架成型設備工藝流程:
帶鋼上料→鋼卷放料→材料校平→高精度伺服送料→多工位組合式伺服沖孔→高精度冷彎成型→切斷→折框→自動收料→電氣控制系統
生產線主要技術參數:
材料規格:Q235冷軋帶鋼,鍍鋅帶鋼
材料厚度:1.5→2.0mm(可定制)
生產速度:1只/分鐘
生產規格:柜體大小:600*2200--800*2200;(可定制)
柜體深度:400/500/600(可定制)
電壓參數:380V/415V,50Hz,3相
氣源:0.5m3/Min;壓力為0.7MPa
液壓油型號:46#液壓油
齒輪油型號:18#齒輪油
軋輥材質:Cr12數控加工;淬火處理硬度HRC58°-60°
驅動電機:變頻電機驅動
總電機功率:約35kw
切斷模具材質:Cr12MoV
傳動模式:齒輪箱
切斷方式:液壓切斷
切斷尺寸公差:≤±0.5mm(長≤1000mm)
操作系統:觸摸屏人機界面操控
電氣控制:三菱PLC程序控制
占地空間:30*3*3米(長×寬×高)








